You work in a world where a small change in joint location can fail inspection, and where rework can cost more than the part itself. Excessive heat can also cause distortion, porosity, or microcracks, especially in thin sections or parts that are already machined to size. Then you still have to scale a good prototype into production without quality drifting across shifts. In many of these situations, laser beam welding is chosen because it concentrates heat into a small area and enables repeatable, high-control joints when the process is properly engineered.
Supplier Readiness Matters
Your results depend on the whole system: safety controls, training, service support, and a path to automation. Denaliweld positions itself as a Chicago-based manufacturer and supplier of fiber laser welding and cleaning equipment, including air-cooled and water-cooled machines and automation-oriented systems. When comparing suppliers, focus on how they help you document setup checks and maintain laser beam welding stability after the first successful run.
Where Laser Welding Fits
Shift to Laser Joining
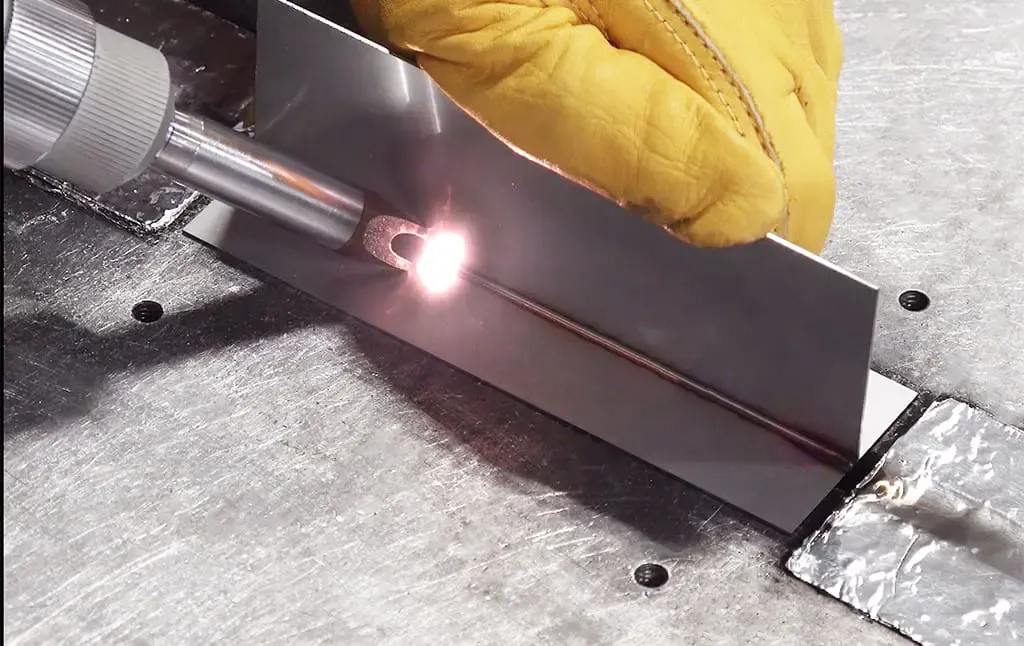
In high-precision manufacturing, you are not only joining metal. You are protecting geometry, surface finish, and downstream fit. Laser welding concentrates energy into a small spot, which often limits heat spread and helps reduce distortion. For many tolerance-driven parts, laser beam welding enables you to keep the joint narrow while protecting nearby features. For parts with tight tolerances, a smaller heat-affected zone can lower the risk of dimensional drift.
Industries Using Laser Welding
You typically see laser beam welding in applications where dimensional stability and joint integrity are closely monitored, such as aerospace hardware, medical devices, precision instruments, electronics housings, and battery-related assemblies. In these environments, the value is repeatability. You qualify a recipe, then apply it consistently across operators and shifts with less variation.
What Makes It Repeatable
Control Through Parameters
Repeatability starts with what you can measure and lock down: power, travel speed, focal position, spot size, and fit-up. For precision work, you define a narrow parameter window, qualify it on representative samples, and freeze the setup with work instructions that cover cleaning, focus checks, and acceptable gaps. This discipline is what turns laser welding from a promising demo into a controlled process.
Shielding Gas Consistency
Shielding gas stability matters because small changes can lead to oxidation or porosity. Standardize gas type, flow, nozzle position, and nozzle-to-part distance. If you log these basics and verify flow at shift start, you remove a common source of “mystery defects.”
Other Variables to Control
You also need consistent joint prep, gap control, and optics condition. A short checklist can prevent drift: confirm cleanliness, clamp position, focus, and that the joint line is where you expect it to be.
How Quality Gets Proved
Defects to Prevent
Precision programs typically monitor porosity, incomplete fusion, cracking, and distortion. Most of these trace back to fit-up, surface condition, focus, and restraint. Your best prevention is stable inputs, not repeated touch-ups.
Strength Verification Basics
You prove performance with verification. Cross-sections confirm penetration and fusion, while mechanical tests confirm strength against your requirements. When the application requires it, you add non-destructive inspection and define re-qualification triggers when inputs change.
Fixturing for Consistency
If parts move, your weld moves. Fixturing should control location, gap, and access to ensure the beam remains on the joint line. When you scale up, improving workholding is often more effective than chasing parameters to compensate for unstable fit-up.
Scaling With Automation
Robots for Repeatability
Robots use the same path and standoff every cycle, protecting your qualified recipe and ensuring predictable throughput. They also make it easier to integrate monitoring that flags drift early.
Cobots for Flexibility
Cobots are well-suited when you need fast changeovers or a smaller footprint. You still need a safety plan with appropriate guarding and a documented risk assessment, because a collaborative arm does not automatically make a laser process low risk.
Safety and Uptime
Uptime improves when you treat optics care, cooling stability, and maintenance as production requirements. Safety improves when you train operators, enforce PPE requirements, and maintain consistent workcell discipline.
Adoption Considerations
Tradeoffs Before Standardizing
You weigh equipment costs and process development time against lower distortion, shorter cycle times, and improved consistency. Laser welding can pay off when tolerances are tight or finishing is expensive. If gaps and prep are inconsistent, first improve upstream controls.
Matching Capability to Needs
Supplier fit matters after installation because you may need training, safety guidance, and integration support. Denaliweld publishes educational materials and safety instructions and promotes systems designed for both portable use and automated environments. Regardless of vendor, prioritize documentation, service responsiveness, and qualification support.
Materials and Process Variants
Your material and joint design decide the best mode. Conduction welding is suitable for shallower seams, while keyhole welding can achieve deeper penetration but requires tighter control and stable shielding. Choose the variant you can qualify, monitor, and repeat on your actual parts.
Conclusion
Precision results come from controlled heat input, locked parameters, stable shielding, and verification backed by solid fixturing. When you plan for automation and safety early, you can scale without losing consistency. If you are evaluating equipment paths and safety resources for laser beam welding, Denaliweld is one place to start your comparison.


